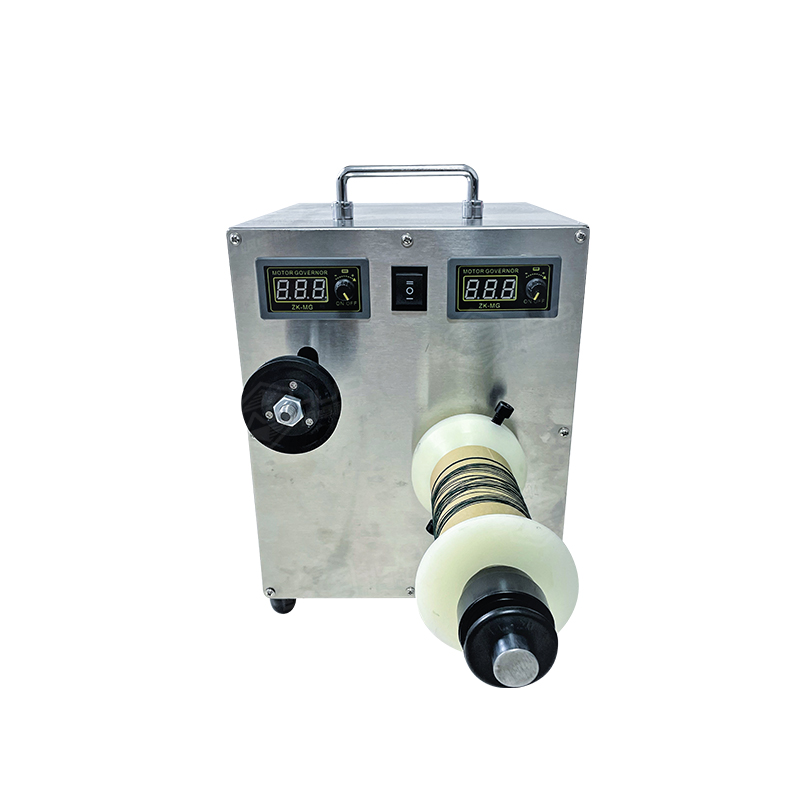
控速擺絲卷繞機參數:
| Model number | KR0500 |
| Category | 板(bǎn)對板 |
| Pitch | 0.5mm |
| Circuits | 2-50 PIN |
| Current | 0.5A
|
2.jpg")
控速擺絲卷繞機的原理基於通過控(kòng)製兩(liǎng)個驅動輥之間的速差來(lái)建立和調節卷繞張力,以(yǐ)達到所需(xū)的產品密實度。
以下是對這一原理的詳細闡述:
1. 速差產生張力(lì):使(shǐ)用兩根直徑相同的(de)卷繞輥來驅動(dòng)被卷材料(liào),每根驅動(dòng)輥都由相應的變頻(pín)器控製的變頻(pín)電機和減速機進行(háng)驅(qū)動。通過這種配置,當(dāng)兩個驅動(dòng)輥之(zhī)間存在速度差異時,會在被卷材料上產生一定的張力,這是實現基本張力控(kòng)製模(mó)式的關鍵。
2. 張力的微調:為了控(kòng)製卷繞過程中的張力,會使(shǐ)用密度電位器R2來進行調節。調節(jiē)電位器可以細微調整兩個(gè)驅動輥之間的速差,從而滿足不同產品對於卷繞密實度的要求。
3. 防止硬邊形成:為了避免在(zài)極(jí)限位置停留時間過長導致的(de)硬邊問題,可以通過改變搖擺塊的角度(dù)來微量縮短橫(héng)動杆行程。這樣可以確保絲束在邊(biān)緣處的均勻卷繞(rào),防(fáng)止硬邊現象的發生。
4. PID控製算法的(de)應(yīng)用:為了更精確(què)地控製卷繞過程的恒(héng)張力,一些(xiē)研究采用(yòng)了以PLC(可編程邏輯控製器)為核心(xīn)的PID控製算(suàn)法,並(bìng)利用軟件進行仿真試驗,取得了良(liáng)好的效果。
控速擺絲卷繞機的結構通常包括導絲機構、卷取機構、動力(lì)箱、控製係統等(děng)關鍵部件。具(jù)體如下:
1. 導絲機構:負責將絲線正確地(dì)引(yǐn)導到卷取點,確保絲線在卷繞(rào)過程中的順暢和正確位置。
2. 卷取機構:是實現絲線卷繞成(chéng)筒(tǒng)的核心部分,可能還包括加撚的功能,以實現特定(dìng)的卷裝形式。
3. 動(dòng)力箱(xiāng):提供整個卷繞過程所需的動(dòng)力,通過同步帶輪或其他傳動(dòng)方(fāng)式變速後傳遞至卷繞頭。
4. 控製係(xì)統:以PLC(可編程邏(luó)輯(jí)控製器)為核心,結合張力傳感器和張力控製器,對收(shōu)線速度和卷繞張力進行精確控製。
此外,還可能包括錠軸傳動控製模型(xíng),這是一種基於卷裝質(zhì)量導出的控製模型,用於控製錠軸的傳動,以保證卷繞質量和效率。
")
控(kòng)速(sù)擺絲卷(juàn)繞機(jī)是一種(zhǒng)用於化纖長絲生產的設備,其(qí)特點包括:
1. 改變搖擺角(jiǎo)度:通過調整傾斜角度(dù)來改變搖(yáo)擺塊的搖擺角度,這樣可以微量縮短(duǎn)橫(héng)動杆的行程,減少在極限位置(zhì)停留的時間,從而起到防止硬邊(biān)的作用。
2. 控製停機時長:根據(jù)實際生產情況,可以設定幹擾電機的停機時長,以適(shì)應不同的生產需求。
3. 高速卷繞技術:高速卷繞是化纖長絲生(shēng)產中的一項關鍵技術,其卷繞方(fāng)法的(de)研究對於提(tí)高化纖裝(zhuāng)備(bèi)的(de)現代化水平具有實用價值。
4. 錠(dìng)軸傳動控製:通過對卷繞機錠軸傳動方式的深入研究,開發(fā)了一種基(jī)於卷裝質量導出的錠軸傳動控製(zhì)模型,並應用可編程計算機控製器(qì)(PCC)來實現這一控製技術。